









Loading...
103 view(s) Impact of IIoT Systems on Bulk Solids Management
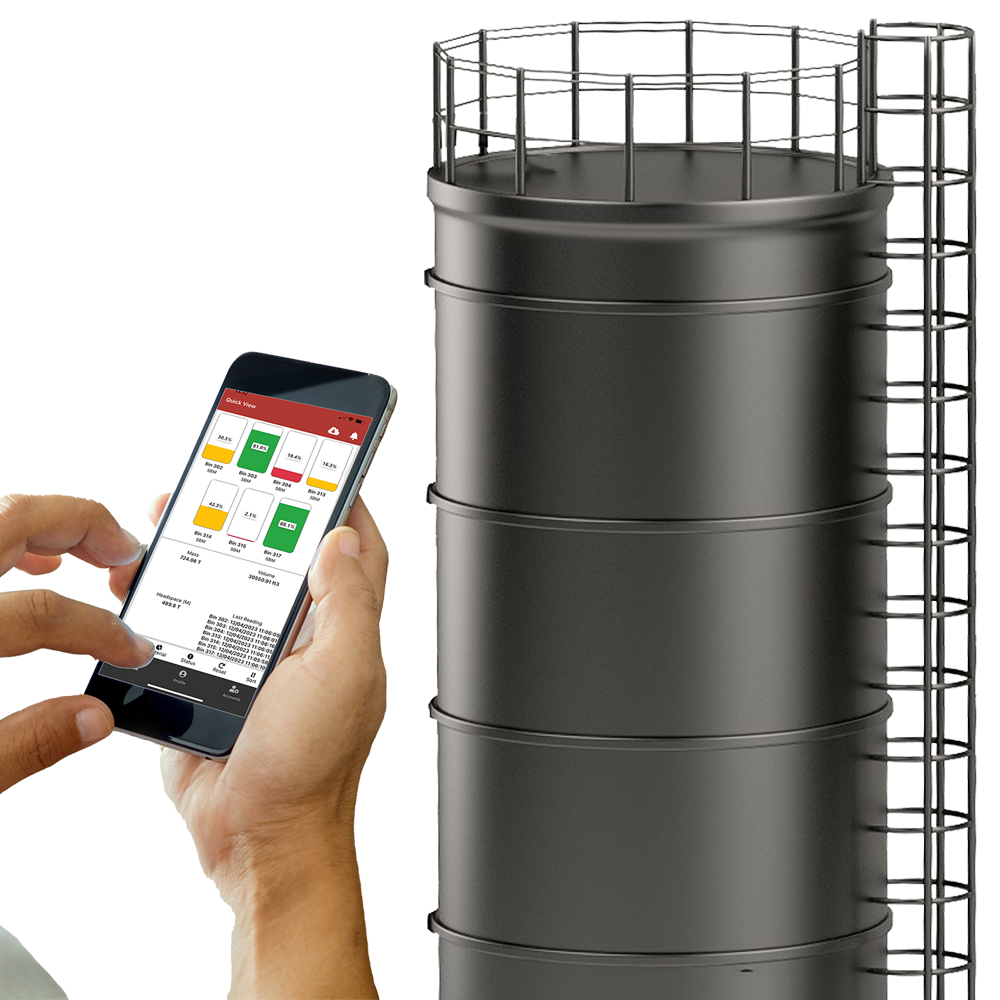
Now more than ever, manufacturers expect—and must navigate—volatile supply chains and pricing. Effective bulk material management begins with smart systems that make data easily accessible, which ultimately helps strengthen inventory control.
Level sensors and software from BinMaster help industrial operators accomplish the leading principles of Industry 4.0 and Industry 5.0. From supporting the implementation of machine learning models to automation and human-centric data reports, learn more about the components—and the whole picture—of Industrial Internet of Things (IIoT) solutions.










