Prevent cross-contamination between ingredients and bulk materials
FD-2000 Microwave Flow/No Flow Detection
Flow Detection Sensors for Bulk Material Flow Monitoring
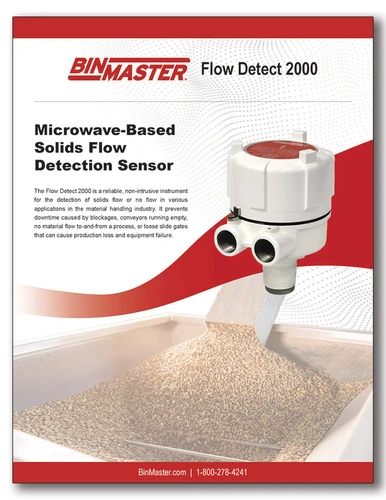
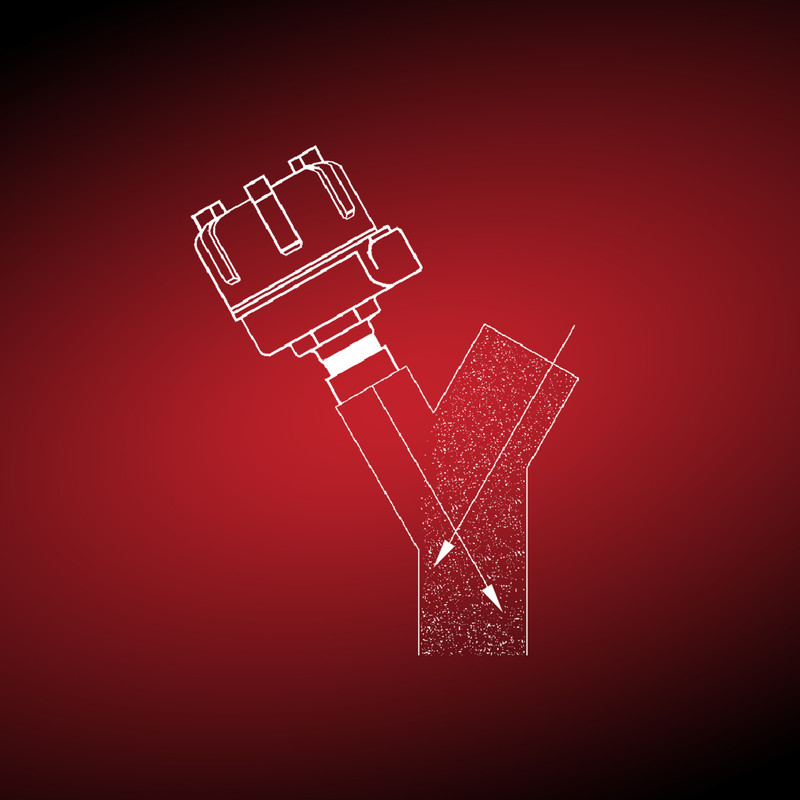
The BinMaster FD-2000 Flow Detect sensor uses microwave Doppler technology to detect whether bulk materials are flowing or have stopped moving within a process system. This non-contact flow sensor monitors solids, powders, pellets, and granular materials moving through conveyors, chutes, feeders, or pipelines.
By detecting the presence or absence of material movement, the FD-2000 helps operators prevent cross contamination, maintain batching accuracy, and monitor process conditions in real time.
Flow Detect sensors are commonly used in feed mills, grain handling facilities, cement plants, mining operations, plastics processing, and food manufacturing, where confirming that material flow has stopped or started is essential to maintaining product quality and process control.

Microwave Doppler Technology
How Flow Detection Sensors Work
The FD-2000 Flow Detect sensor emits a low-power microwave signal toward the material being monitored. The signal reflects off the moving material and returns to the sensor antenna.
When the reflected signal combines with the emitted signal, it produces a beat frequency: the difference between the two frequencies.
No Material Movement
If the material being monitored is not moving, the reflected signal remains the same frequency as the emitted signal. In this condition, no beat frequency is generated, indicating a no-flow condition.
Material in Motion
The reflected signal shifts in frequency due to the Doppler effect. This produces a beat frequency that is detected by the FD-2000 sensor and indicates that material is flowing.
By detecting the presence or absence of this frequency change, the sensor determines flow or no-flow conditions within the process.
Why Flow Detection Matters in Bulk Material Handling
Detecting when material flow stops is critical for maintaining efficient operations and preventing production errors.
Flow detection sensors are especially valuable in automated batching systems, ingredient handling systems, and bulk material transfer operations.
Confirm when materials start or stop flowing during a process
Protect downstream equipment from improper loading
Improve batching accuracy
Support quality control in automated processes, such as batching or pneumatic conveying
Meet food safety and regulatory compliance requirements

How Flow Detect Benefits Feed Mills
Feed mills often handle multiple ingredients that must be carefully controlled to prevent cross-contamination between feed formulations. For example, some feed additives used for cattle can be harmful to horses or other livestock species.
The FD-2000 Flow Detect sensor confirms that the flow of one ingredient has completely stopped before another ingredient is introduced into the process.
- Prevent cross-contamination
- Ensure proper ingredient sequencing
- Support compliance with FSMA, USDA, and FDA feed safety regulations
- Improve batching accuracy and feed quality
- Reduce waste caused by incorrect ingredient flow

How Flow Detect Benefits Cement Plants
In cement and concrete production, accurate batching of raw materials is essential for producing consistent, high-quality concrete.
The FD-2000 Flow Detect sensor confirms that material has stopped flowing before the next ingredient enters the batching process.
This prevents overlapping ingredient flows and ensures precise batching of cement, sand, aggregates, and additives.
- Prevent contamination between batch ingredients
- Improve consistency and quality of finished concrete
- Support efficient automated batching systems
Where to Use Flow Detection Sensors
The FD-2000 can be installed in many locations where confirming material flow is critical.
Flow Detect sensors can also be used in hazardous environments where combustible dust may be present.

Typical Installation Locations
Gravity Chutes
Screw Feeders
Pneumatic Pipelines
Conveyor Transfer Points
Bucket Elevators
Grain Distributors

Industries that Use Flow Detection
Feed and Grain Processing
Milling and Food Production
Cement and Concrete Plants
Mining and Mineral Processing
Power Generation
Plastics Manufacturing

Key Features of the FD-2000 Flow Detect Design
The FD-2000 sensor is designed for simple installation and reliable operation in demanding industrial environments.
- Single-piece sensor; no separate controller required
- Detects solids, granules, pellets, meals, and powders
- Uses microwave Doppler technology
- Non-contact sensing; no intrusion into the material stream
- Installs quickly using a 1¼-inch NPT process connection
- Flush mounting allows flow detection through non-metallic surfaces
- Optional saddle-style pipe mount kit available
- Ideal replacement for mechanical flow switches
- Hazardous location approvals available
Common Flow Detection Applications
Flow Detect sensors are commonly used in bulk material handling systems to verify material movement.
By confirming material movement, Flow Detect sensors help facilities maintain process control, prevent contamination, and improve production efficiency.
Ingredient flow monitoring in feed mills
Grain distribution systems at multi-bin facilities
Concrete batching plants
Monitoring flow within transfer chutes
Conveyor material movement detection
Powder flow verification in processing systems
| Power Requirement | 2 watt at 24 VDC +/-10% |
| Detection Range | 4.9 ft. (1.5 m) |
| Sensitivity Adjustment | High / low selection switch with potentiometer |
| Relay Outputs | 250 VAC / 220 VDC / 2A (N.C. or N.O.) |
| Output Delay Range | Switchable from 0.1 to 3.1 seconds / 2.3 to 15.1 seconds |
| Fault Conditions | Doppler sensor failure and excessive temperature |
| 4-20 mA Output | No Flow: 4 mA +/-4% |
| Flow: 20 mA +/-4% | |
| Fault: 22 mA +/-4% | |
| 4-20 mA Load | 650 Ohms Maximum |
| Operating Temperature | -22°F to 140°F (-30°C to 60°C) |
| Storage Temperature | -40°F to 176°F (-40°C to 80°C) |
| Emissions | 24.11 GHz, 6.6 mW typical / 9.9 mW maximum |
| Enclosure | White powder-coated aluminum, NEMA 4X |
| Mounting | 1-1/4” NPT |
| Conduit Entry | 3/4” NPT |
| Process Pressure | 80 psi |
| Approvals | North American Class II, Division 1, Group E, F & G, and ATEX Zone 21 |
Flow Detect vs. Mechanical Flow
Both microwave flow detection sensors and mechanical flow switches are used to monitor material movement.
However, microwave flow detection provides several advantages in modern automated processes. Choose Flow Detect Sensors when:
- A non-contact sensor is preferred to avoid wear from abrasive materials
- Detecting powder, granule, pellet, or meal materials
- Process conditions are harsh or involve dust or vibration
- The system requires reliable flow/no-flow confirmation in automated batching systems
- Space is limited and a compact sensor is required

Why Modern Users Opt for the FD-2000
Mechanical switches rely on physical contact with moving material, which can lead to wear or reduced sensitivity over time.
Because the FD-2000 senses motion using microwave Doppler technology, it can detect material movement without inserting mechanical components into the flow stream, reducing maintenance, and improving reliability.
The BinMaster FD-2000's dependable flow detection is ideal for feed mills, cement plants, grain facilities, plastics processors, and other industries handling abrasive bulk materials.