Neoprene
Abrasion, chemical-resistant synthetic rubber material. Waterproof, flexible, and suitable for many general industrial applications.
A diaphragm level switch, also known as a pressure switch, detects the presence of bulk materials when stored material presses against a flexible diaphragm. When the diaphragm is pressed, it activates a sensitive microswitch that sends a signal to an alarm, control panel, or process system.
Diaphragm switches are commonly used for high-, mid-, or low-level detection in bins and silos, particularly for grain, feed, seed, and other free-flowing granular materials. These durable mechanical sensors are an economical solution for monitoring bulk solids in agricultural and industrial storage vessels.
BinMaster diaphragm switches can be mounted internally or externally and wired to lights, horns, alarm panels, or control systems to notify operators when material reaches specific levels.
BinMaster offers three diaphragm switch models designed for different operating environments and material handling applications.
Each provides simple mechanical level detection with a long service life and minimal maintenance.



The BM-25 diaphragm switch is an economical level detector designed for monitoring free-flowing dry materials in bins, silos, or chutes.
Constructed with a durable molded nylon housing, the BM-25 provides dependable high- or low-level alerts in standard temperature environments.

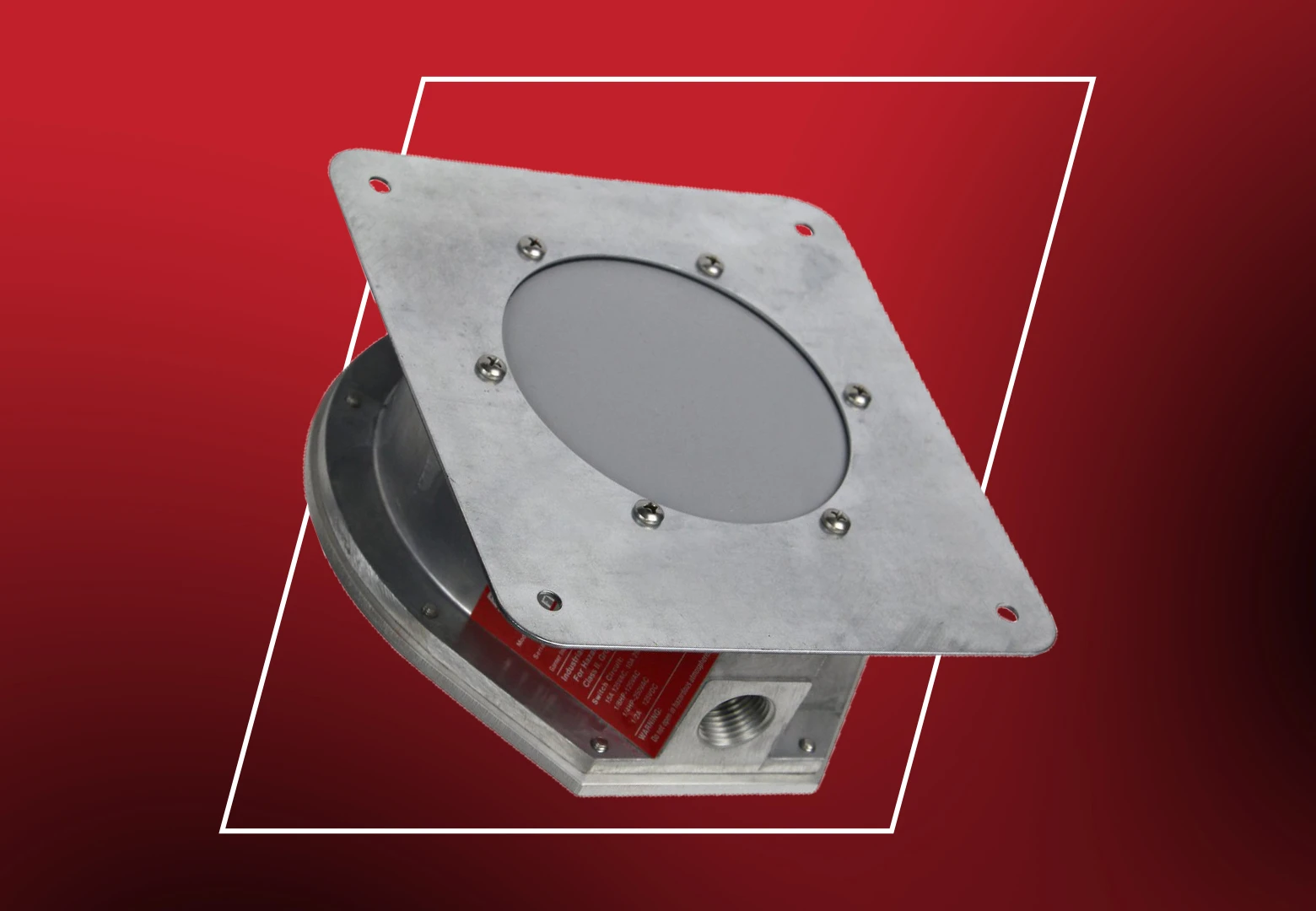
The BM-45 diaphragm switch is a reliable, low-cost level sensor widely used in bins containing non-hazardous free-flowing dry materials.
Built with a rugged die-cast aluminum housing, the BM-45 has been a trusted solution for decades in agricultural and industrial storage applications.
Four configuration options allow the BM-45 to be customized based on material characteristics and environmental conditions:

The BM-65 diaphragm switch is designed for hazardous environments where combustible dust may be present. It includes UL Class II, Groups E, F & G hazardous location certifications.
This explosion-proof sensor is commonly used in agricultural and industrial facilities handling materials that generate dust during processing or storage, including:

The BM-65-FHPC and BM-65-RHPC models are designed specifically for plugged chute detection.
These sensors use a heavy spring and rugged diaphragm material to detect material buildup in transfer chutes. When material blocks the chute, the diaphragm activates an alarm connected to a horn, siren, light, or control panel.
| Model | Mounting | Diaphragm Material | Temperature | Bulk Density | Location |
|---|---|---|---|---|---|
| BM-45-R | Internal | Neoprene, Black, 0.016" Thick | -30° to 220°F | 10 to 40 lb./ft.³ | Non-Hazardous |
| BM-45-RH | Internal | Neoprene, Black, 0.031" Thick | -30° to 220°F | 15 to 60 lb./ft.³ | Non-Hazardous |
| BM-45-RHT | Internal | Silicone, Grey, 0.031" Thick | -40° to 350°F | 15 to 40 lb./ft.³ | Non-Hazardous |
| BM-45-F | External | Neoprene, Black, 0.016" Thick | -30° to 220°F | 10 to 40 lb./ft.³ | Non-Hazardous |
| BM-45-FH | External | Neoprene, Black, 0.031" Thick | -30° to 220°F | 15 to 60 lb./ft.³ | Non-Hazardous |
| BM-45-FHT | External | Silicone, Grey, 0.031" Thick | -40° to 350°F | 15 to 40 lb./ft.³ | Non-Hazardous |
| BM-65-R | Internal | Neoprene, Black, 0.016" Thick | -30° to 220°F | 15 to 60 lb./ft.³ | Hazardous |
| BM-65-RH | Internal | Neoprene with Nylon Mesh, Black, 0.020" Thick | -30° to 275°F | 15 to 90 lb./ft.³ | Hazardous |
| BM-65-RHT | Internal | Silicone, Grey, 0.031" Thick | -40° to 350°F | 15 to 60 lb./ft.³ | Hazardous |
| BM-65-F | External | Neoprene, Black, 0.016" Thick | -30° to 220°F | 15 to 60 lb./ft.³ | Hazardous |
| BM-65-FH | External | Neoprene with Nylon Mesh, Black, 0.020" Thick | -30° to 275°F | 15 to 90 lb./ft.³ | Hazardous |
| BM-65-FHT | External | Silicone, Grey, 0.031" Thick | -40° to 350°F | 15 to 60 lb./ft.³ | Hazardous |
The diaphragm material determines how the sensor performs in different environments and material conditions.
BM-45 and BM-65 models that use reinforced diaphragms feature a 0.031” diaphragm and snap-action switch with lower sensitivity but greater durability for heavier materials or low-level installations.
Neoprene
Abrasion, chemical-resistant synthetic rubber material. Waterproof, flexible, and suitable for many general industrial applications.
Silicone Rubber
Superior resistance to environmental extremes and temperatures from -160°F to 500°F. Stable chemical, electrical, and mechanical properties.
Neoprene with Nylon Mesh
Highly resistant to chemicals, heat, and oils. Offers low moisture absorption, flame & abrasion resistance, and weather durability.
Diaphragm switches are available for internal or external mounting depending on vessel configuration.
External Mounting
Requires cutting a hole in the bin wall. Installation and maintenance are performed outside the bin.
Offers easier replacement without entering the vessel.
Internal Mounting
Installed from inside the bin and does not require cutting a hole in the vessel wall.
Installation is typically performed when the bin is empty.
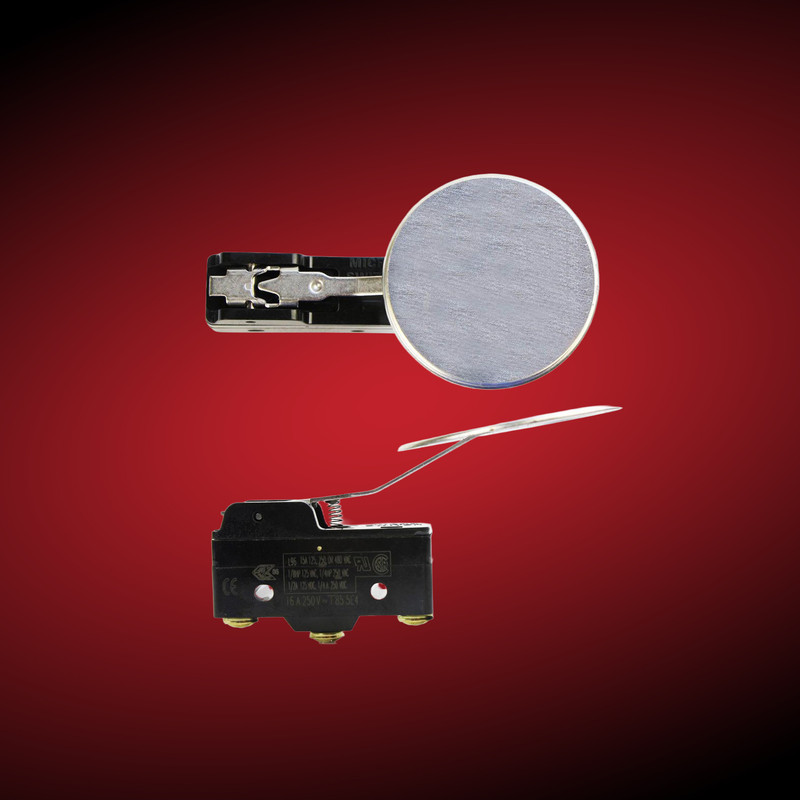
Diaphragm switches operate using a simple mechanical principle.
This signal can be used to trigger a high- or low-level alarm, start or stop a material handling process, and/or alert operators to changing bin conditions.
Because diaphragm switches rely on direct pressure from the stored material, they provide dependable level detection in free-flowing granular products.
Diaphragm switches have been widely used in grain storage systems for decades due to their simplicity and reliability.
They are a trusted solution for grain elevators, feed mills, seed storage facilities, and on-farm grain bins.
Prevents wasteful grain bin overfills and costly dry runs due to material outages
Provides alerts to operators—and integrated alarm panels—when grain reaches a pre-set level
Reduces the need to climb bins for manual inspection or measurements
Helps protect grain quality, integrity, and waste by preventing overloading
Provides dependable detection in dusty grain environments
Offers a low purchase cost and minimal maintenance requirements
Diaphragm switches are designed for free-flowing dry solids with a bulk density greater than 15 lb./ft.³.
Most common bulk materials include grain and agricultural products, cement and fly ash, sand and aggregates, coal and minerals, plastic pellets and powders, wood chips and sawdust, and food ingredients such as flour and sugar. Switches can be utilized for these materials and more for high-level detection, low-level alerts, and plugged chute prevention.
| Aggregates | Carbon Black | Flour |
| Alumina | Cement (Clinker or Portland) | Fly Ash |
| Ash (Dry) | Coal | Foundry Sand |
| Bark (Ground) | Corn (Shelled) | Gravel |
| Barley (Ground or Whole) | Diatomaceous Earth | Kaolin Clay |
| Bentonite | PVC Resin | Lime (Hydrated) |
| Limestone | Rice | Soybean Meal |
| Oats | Rye | Sugar Beets |
| Peanuts (In Shell or Shelled) | Salt | Sunflower Seed |
| Polyethylene Beads | Sand (Dry or Silica) | Wheat |
| Polyethylene Powder | Sawdust | Wood Chips |
| Polyethylene Resin | Sesame Seed | Wood Dust |
| Potash | Soybeans (Whole or Cracked) | Wood Pellets |
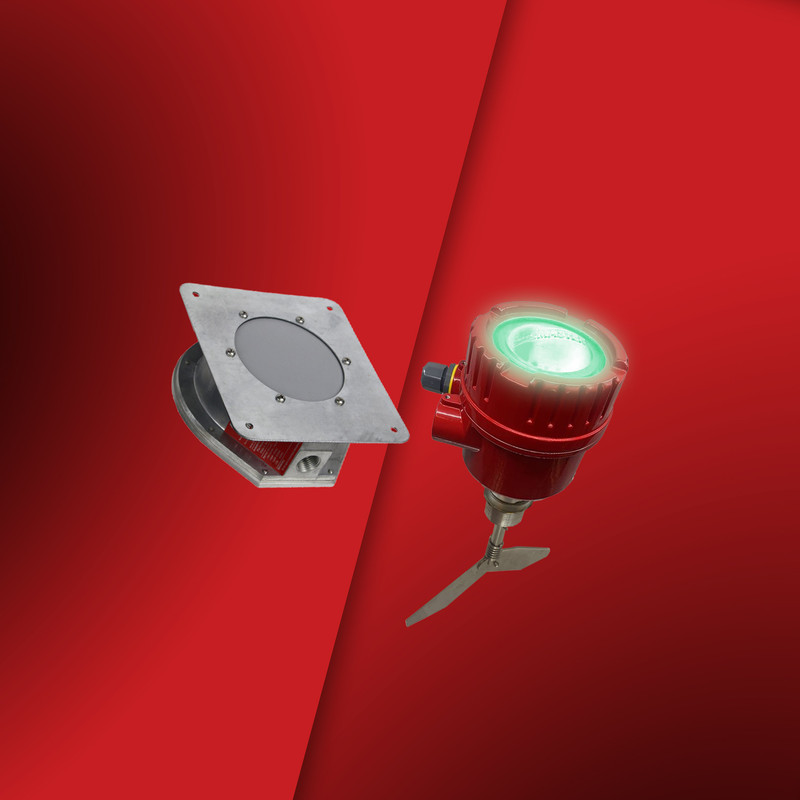
Both diaphragm switches and rotary paddle level switches are commonly used for point-level detection in bulk solids storage bins and silos.
The right choice depends on your bulk material characteristics and installation requirements.
Choose a diaphragm switch when:

Choose a rotary paddle indicator when:
BinMaster offers more point-level technologies in addition to diaphragm and rotary switches: including tilt switches, vibrating rods, and capacitance sensors.
Each technology is designed to provide reliable level detection based on the specific storage vessel and material characteristics.
Not sure what you need? We're happy to help guide your sensor selection journey.